製造業の原価低減・コストダウン・コンサルティング
オンラインセミナー研修、社員教育ならMEマネジメントサービス


2026/2/4 NEW!
日刊工業新聞社の雑誌機械技術2026年冬号が発売されました。小川の連載記事
『IOT導入に欠かせないデータ分析と統計学の基礎』 第8回 対策の効果を確認する推定と検定 が掲載されています。
2026/1/6
技術情報協会より書籍生産現場におけるヒューマンエラー対策 事例集が発売されました。第2章 第1節を小川担当しております。製本版、USB版がございます。試読もできますので技術情報協会のサイトをご利用ください。
2025/10/23
日刊工業新聞社の雑誌機械技術2025年秋号が発売されました。小川の連載記事
『IOT導入に欠かせないデータ分析と統計学の基礎』 第7回 予防保全に必要なデータ分布 が掲載されています。
2025/10/17
技術情報協会の書籍『既存工場、製造現場への生成AI/AI導入と活用の仕方』が9月30日に発刊されました。弊社添田英敬が第9章 第1節 自動化/省人化への優先順序の決め方、費用対効果の考え方 を執筆しました。
2025/09/03
日刊工業新聞社の雑誌機械技術2025年夏号が発売されました。小川の連載記事
『IOT導入に欠かせないデータ分析と統計学の基礎』 第6回 品質管理・工程管理に必要なデータ分析の活用 が掲載されています。
2025/04/24
日刊工業新聞社の雑誌機械技術2025年5月号が発売されました。小川の連載記事
『IOT導入に欠かせないデータ分析と統計学の基礎』 第5回工程管理・品質管理に必要なデータ分布(レベルⅢ)が掲載されています。
2025/03/26
日刊工業新聞社の雑誌機械技術2025年4月号が発売されました。小川の連載記事
『IOT導入に欠かせないデータ分析と統計学の基礎』 第4回対応するデータの関係を読む(レベルⅡ)が掲載されています。
2025/02/27
日刊工業新聞社の雑誌機械技術2025年3月号が発売されました。小川の連載記事
『IOT導入に欠かせないデータ分析と統計学の基礎』 第3回データの分布を数字で表す代表値と散布値(レベルⅠ)が掲載されています。
2025/02/27
日本プラントメンテナンス協会の機関紙プラントエンジニア2025年3月号に、橋本の特集記事『IEの変遷から真髄に迫る』が掲載されました。
2025/01/27
日刊工業新聞社の雑誌機械技術2025年2月号が発売されました。小川の連載記事
『IOT導入に欠かせないデータ分析と統計学の基礎』 第2回データの分布やばらつきをひと目でつかむグラフ(レベルⅠ)が掲載されています。
2025/01/10
日刊工業新聞社の雑誌機械技術2025年1月号から、小川の連載記事
『IOT導入に欠かせないデータ分析と統計学の基礎』がスタートしました。
2024/05/2
日刊工業新聞社の雑誌プレス技術2024年5月号に、小川の特集記事
『プレス加工のための原価管理の基礎と応用』が掲載されました。
2023/06/1
日刊工業新聞社の雑誌プレス技術2023年6月号に、小川の特集記事
『工場の環境・レイアウトの改善に必要な8つのステップ』が掲載されました。
2023/05/1
日刊工業新聞社の雑誌工場管理2023年5月号に、橋本の特集記事『今、生産技術が担うべき役割を問う』が掲載されました。
2023/04/1
日本プラントメンテナンス協会の機関紙プラントエンジニア2023年4月号に、橋本の特集記事『デジタル・サプライチェーン-マス・カスタマイゼーションはSCの理想形-』が掲載されました。
2022/05/24
日本プラントメンテナンス協会の機関紙プラントエンジニア2022年6月号に、橋本の特集記事『スマート・ファクトリーへの道-業績直結型デジタルツインとIoTの構築-!』が掲載されます。
2022/05/17
小川正樹の新著 『プロ直伝!必ず役立つデータ分析と統計』が2022年5月17日にナツメ社より出版されました。
2021/10/20
日刊工業新聞社発行の雑誌 『工場管理2021年11月号』 に橋本賢一の記事『管理・間接部門の改善推進に必要なモチベーションアップ』が掲載されました。
2021/06/4
小川正樹の新著 『成功する管理会計の基本』が2021年6月4日にナツメ社より出版されました。
2020/04/13
小川正樹の新著『必ずわかる原価計算のしくみと実務』が2020年4月8日にナツメ社より出版されました。
2020/02/28
日本プラントメンテナンス協会の機関紙プラントエンジニア2020年3月号に、橋本の特集記事『設備投資の意思決定を誤るな!!』が掲載されました。
2019/05/07
日本インダストリアル・エンジニアリング協会の機関紙「IEレビュー」310号 2019 Vol.60 No.2 に大塚の特集記事『生産効率は上流のモジュラーデザインで決定する』が掲載されました。
2019/03/14
日本インダストリアル・エンジニアリング協会より、功労賞を授与されました。
2019/02/01
日本プラントメンテナンス協会の機関紙プラントエンジニア2019年2月号に、橋本の特集記事『生産性向上=自動化ではない』が掲載されました。
2018/09/26
弊社、常務取締役の大塚泰雄が代表を務める
モジュラーデザイン研究会の【ECM/MDI 第6回定例講演会】が
来る10月22日(月)に品川で開催されます。
モジュラーデザインに関する研究報告や事例発表の機会と
なっております。
参加費は無料ですので、ぜひご参加ください。
申込みはコチラより。
2018/09/20
橋本賢一の新著『実践 原価計算』が10月12日に日本能率協会マネジメントセンターより出版となります。こちらから予約を承ります。
2018/04/26
日本プラントメンテナンス協会の機関紙プラントエンジニア2018年5月号に、橋本の特集記事『業績に直結する改善活動の進め方』が掲載されました。
2018/1/5
日刊工業新聞社の雑誌「工場管理」2017年12月号に、田村の特集記事『人と設備の能力を最大化する工場レイアウトの鉄則』が掲載されました。
2017/05/30
日本プラントメンテナンス協会の機関紙プラントエンジニア2017年6月号に、橋本の特集記事『付加価値を生む最適資源配分』が掲載されました。
2016/06/29
日本プラントメンテナンス協会の機関紙プラントエンジニア2016年7月号に、橋本の特集記事『投資の意思決定と設備投資』が掲載されました。
2016/06/06
コンサルタントコラムのクイズに答えて書籍プレゼント! 詳しくは該当コラムをご覧ください。
2015/03/10
中央大学経理研究所発行の経理研究第58号に、橋本賢一の執筆した
<未来の利益に繋がる「管理会計」の活用>の記事が掲載されました。
2014/12/26
田村孝文・小川正樹の新著『すぐに使える工場レイアウト改善の実務』が12/26に発売になりました。
2014/12/10
日本プラントメンテナンス協会の機関紙プラントエンジニア2014年12月号に、橋本の特集記事『人・設備の最適組み合わせライフサイクルメンテナンス』が掲載されました。
2014/06/19
動画コラム「見てわかる改善の原則」シリーズをアップグレードしました(6/19最新コラム)
2013/11/14
大塚泰雄の新著『トコトンやさしい原価管理の本』が11/14に発売になりました。
2013/10/11
日本モジュラーデザイン研究会2013年度研究成果報告講演会で
橋本が講演を行いました。
2013/07/30
日本プラントメンテナンス協会の機関紙プラントエンジニア2013年8月号に、橋本の特集記事『マス・カスタム生産方式の構築』が掲載されました。
2013/03/21
税務経理協会発行の税経セミナー4月号に、小川正樹の執筆した明治大学専門職大学院「原価管理」の記事が掲載されました。
2012/08/10
小川正樹の新著『見える化でわかる原価情報システムの作り方と使い方』が8/10に発売になりました。
2012/03/19
橋本賢一の新著『正しい意思決定のための経済性工学がわかる本』が3/17発売になりました。
2011/09/09
橋本賢一の新著『見える化でわかる限界利益と付加価値』が9/9に発売になりました。
2011/08/29
日本プラントメンテナンス協会の機関紙プラントエンジニア2011年9月号に、橋本の特集記事『管理監督者の原価革新』が掲載されました。
2011/03/17
橋本賢一の新著『間接・サービス部門の原価管理』が3/17に発売になりました。
2010/12/20
田村孝文/大塚泰雄の新著『ムダつぶしコストダウン』が12/20に発売になりました。
2010/11/12
小川正樹の新著『開発段階の製品原価管理』が11/12に発売になりました。
2010/07/16
橋本賢一・大塚泰雄の新著『見える化でわかる売り値と買い値』が7/16に発売になりました。
2010/07/14
中国 西南科技大学の『国際IE大会』で橋本賢一と田村孝文が、中国のIEの推進をテーマに講演を行いました。
2010/03/25
小川正樹の新著『見える化でわかる原価計算』が発売されました。
2010/03/01
中部産業連盟 プログレス2010年3月号に小川の『コストダウンは設計から作り込む~開発設計段階におけるコスト低減7つのヒント~』 の記事が掲載されました。
2010/02/22
コンサルタントコラムを新設しました。不定期でコラムを掲載します。
2010/02/01
大塚泰雄の共著『第一線監督者マネジメントガイド』が発売されました。
2009/11/28
田村孝文の新著『図解でわかる生産の実務 作業改善 』が発売されました。
2009/ 8/20
小川正樹の新著『よくわかる「品質改善」の本』が発売されました。
2009/ 6/22
Me-learningはメンテナンス中です。詳細につきましてはお問合せください。
2009/ 5/15
『Business Risk Management』5月号に橋本の『生産性が高まる「ムダとり」のポイント』の記事が掲載されました。
2009/ 2/18
日本能率協会 2009生産革新総合大会で海外工場の生産革新について講演を行いました。
2009/ 2/18
小川正樹の新著『図解でわかる生産の実務 高品質・低コスト生産のすべて』が発売されました。
2009/ 1/19
Me-learningを再開しました。
2008/11/20
大塚泰雄の新著『よくわかる金型の原価管理とコストダウン』が発売されました。
2008/11/17
橋本賢一の新著『社長!経営が見えていますか?』が発売されました。
2008/8/29
教育研修ぺージリニューアルしました。
2008/8/22
橋本賢一の新著『よくわかる「ムダとり」の本』が発売されました。
2008/8/12
小川正樹の新著『よくわかる「レイアウト改善の本』が発売されました。
2008/4 / 1
Me-learning『計画・意志決定のための経済性工学』コース リニューアルしました。
2008/2/22
小川正樹の新著『絵でみる原価計算のしくみ』が発売されました。

コンサルタントコラム
コンサルタントコラム
|
IoT時代の工場レイアウト③:SLPによる基本レイアウト計画 |
||||||||||||||||
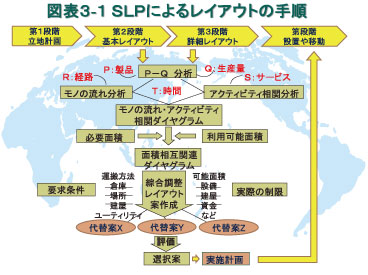
(1) SLPとは SLP(エス・エル・ピー:Systematic Layout Planning)はメイナード研究所の リチャード・ミューサーが開発した、レイアウトの進め方を体系化した手法です。この手法は、レイアウト立案の標準というべき手法であり、現在、利用されている多くのレイアウト手法の基礎となるもので、どの業態のレイアウトにも適用できます。 図表3-1にSLPにおけるレイアウト立案、実施の進め方の概略を示しました。SLPには、立地を計画する、基本レイアウトをつくる、詳細レイアウトをつくる、それを設置、移動する、4段階が含まれています。そのうちの基本レイアウトと詳細レイアウトの2つの段階は、本質的には同じ手順で行われます。以下、順に、主要な手順の概略の要点を示します。
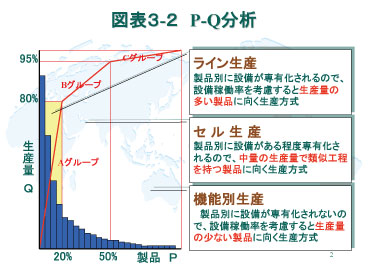
(2) SLPの手順 ① レイアウトの対象となる生産品目(Product)と生産数量(Quantity)との関係を図表3-2のように分析し、基本的なレイアウトのアウトプットとしての製品と生産量の構想をかためます。 何をどれだけ造るか、そして、個々の品種をどれだけ作るかを求め、生産方式やレイアウトの基本型(ライン生産方式、個別生産方式、セル生産方式、二つまたはそれ以上の組み合わせや区分)を決定する基礎とするために、P(製品:Product)と各製品のQ(量:Quantity)の分析を行います。これはレイアウトに限らず、マテリアルハンドリングや、貯蔵、生産計画においても不可欠です。P-Q分析(ABC分析とも呼ぶ)は、縦軸に製品の生産量、横軸に製品を、生産量(実績または予測、生産数量、または金額)の多い順に並べて、棒グラフにしたものです。 現在作っている製品群や新工場で作ろうとしている製品群をP-Q分析してみると、生産量の多い順に、A、B、Cの3グループに分かれます。Aグループは累積生産量が80%までの製品群で、品種数は20%に過ぎません。これらは少種多量生産品で、ライン生産が適しています。Bグループは累積生産量が80%を超え、95%までの製品群で、品種数は約30%を占めます。このグループは中種中量生産品で、セル生産が適しています。Cグループは累積生産量が95%を超えた、残りの製品群です。品種数は約50%あります。このグループは多種少量生産品で、機能別生産方式に向いています。 一つの工場内でも、それぞれのグループにあった生産方式を組み合わせて、レイアウトすべきです。
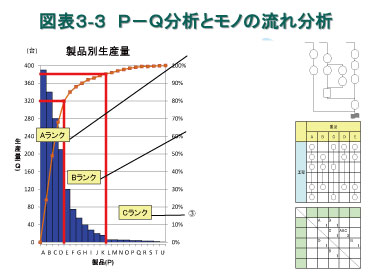
② どうやって(Route)、いつ(Time)、製品を作るのか、製造工程(モノの流れ)を調べ、製造リードタイムと目標生産量など、その同期性を検討します。 ここではモノの流れ、すなわち、経路:Route、時間:Time、必要サービス:Serviceなどを、図表3-3のように工程分析表などを使って、モノの流れと関連をもつアクティビティを明確にし、各部門間の関連性を検討します。ここでアクティビティとは、レイアウト計画に関連する構成要素(部門、機械設備、倉庫、食堂など)の総称です。 ABCのグループ別に、分析を詳細に行うか、簡略で済ますか決められます。 1) 生産量の多いAグループ品は工程分析表(オペレーション・プロセス・チャート)で分析する。 これは材料や部品が工程に投入される点およびすべての加工(作業)と検査の流れを表現した図表のことです。 2) 生産量が中位のBグループ品は多品種工程分析表(多品種用オペレーション・プロセス・チャート)で分析します。各生産品目が特定の機械や施設を通るかどうかを表にして、同じ経路を通る類似品グループに分け、モノの流れを分析します。このようにして分類した製品や部品のグループごとにそれぞれの流れ(ライン)や職場を検討します。 3) 生産品目の種類が多く、生産量の少ないCグループ品は、「どこの工程から(From)」「どこの工程へ(To)」モノが流れているかをフロム・トゥー・チャートで分析します。これにより各工程や機械設備間を移動する回数を分析し、近くに配置した方が効率的な機械、設備や工程を検討します。また、対角線の下部は逆戻りの流れなのでレイアウトでは注意が必要です。 レイアウトの目的の一つは、回り道や逆戻りの少ないモノが前進する流れを決めることですが、工程分析表、多品種工程分析表やフロム・トゥー・チャートによりムダな流れを把握できます。望ましい工場レイアウトでは、特に、Aグループの材料から製品へのモノの流れが、工程順序にしたがってスムーズに流れ、交錯や逆行運搬、停滞がすくなくなります。
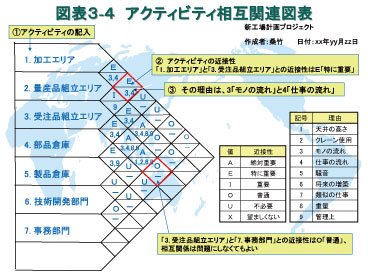
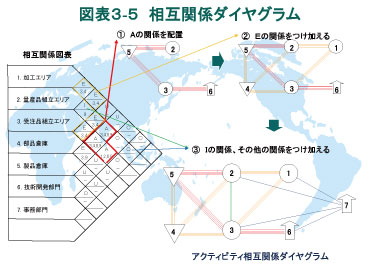
③ 物の流れやアクティビティの関連性を把握するために、アクティビティ相関ダイヤグラムを作成し、見える化します。そして、アクティビティの必要な面積は考えないで、相互の位置関係をまず、決定します。工場でのレイアウト計画では、物の流れを考慮する以外に、部門、機械設備、倉庫などアクティビティの関連性が重要な要素になります。近くに配置した方がよいアクティビティ、離れても問題が無いアクティビティなどアクティビティの関連性を評価し、レイアウト案を作成します。このアクティビティ間の評価を行う道具が図表3-4のアクティビティ相互関連図表です。この相互関連図表は、図表のようなアクティビティの相互関係が記録できる交差型の図表で、次の手順で作成します。 1) レイアウトに関係するアクティビティを確認し、相互関連図表の左側に記入します。この例では、各建屋または、部門の配置を検討する基本レイアウト段階で、「1. 加工エリア」から「7. 事務部門」まで7つのアクティビティがあります。 2) アクティビティどうしの近接性評価を、ひし形ブロックの上半分に記入します。たとえば、「1. 加工エリア」と「3. 受注品組立エリア」との関係は、1からの斜め下の線と、3からの斜め上の線の交わったブロックの中に記入します。同じように、「3. 受注品組立エリア」と「7. 事務部門」との関係は、3の斜め下の線と7の斜め上の線の交わったブロックの中に記入します。 3) ブロックの中で使っている記号は、近接性の度合いをコードと色で表しています。 4) 「1. 加工エリア」と「3. 受注品組立エリア」との近接性はEなので特に重要、「3. 受注品組立エリア」と「7. 事務部門」とはOなので普通です。 5) 評価を行ったブロック(ひし形)の下半分にその理由をコードで記入します。この例では、理由コードの1が「天井の高さ」、2が「クレーン使用」で9つの理由がります。相互関係の評価項目としては、「連絡や事務上の流れ」「同じ機械設備の使用」「同一担当者」「混乱や干渉」「環境」などをよく使用しますが、さらに多くの項目を使ってもよいでしょう。 6) 「1. 加工エリア」と「3. 受注品組立エリア」との近接性を特に重要と評価する理由は、3「物の流れ」と4「仕事の流れ」です。また、「3. 受注品組立エリア」と「7. 事務部門」の下半分はダッシュ(-)になっています。これは「3. 受注品組立エリア」と「7. 事務部門」との相互関係を問題にしなくてもよいことを示しています。また、Uと評価したときは理由コードの記入は不要です。 相互関連図表は、なるべく多くの人の判断をもって評価する方が、よりよい結果が得られます。また、レイアウト計画では相互関係を見落としやすいので、チェックリストとして相互関連図表を役立てることもできます。
④ 相互関連ダイヤグラムは、相互関連図表に出てきた近接性評価を図式化し理想的配置に変換するものです。SLPでは標準的な相互関連ダイヤグラム作成のルールとして、アクティビティを表す記号と色、近接性を表す線の本数と色が規定しているので、これらに基づくことが大切です。 図表3-5相互関連ダイヤグラムに示すように、次のような手順とルールで作成します。 1) 最初に評価値が「絶対重要なA」の関係のアクティビティを選び、なるべく近くに配置します。相互関連図表では、「2.量産品組立エリア」と「5.製品倉庫」、「3.受注品組立エリア」と「5.製品倉庫」、「3.受注品組立エリア」と「6.技術開発部門」がAの関係です。これらの関係を4本の直線で表します。 2) つぎに特に「特に重要なE」の関係のアクティビティを選びAの結果につけ加えます。このときAの結果が位置的に修正されることがあります。Eの関係にあるアクティビティは、「1.加工エリア」と「2.量産品組立エリア」、「1.加工エリア」と「3.受注品組立エリア」、「2.量産品組立エリア」と「4.部品倉庫」、「3.受注品組立エリア」と「4.部品倉庫」、「4.部品倉庫」と「5.製品倉庫」です。これらの関係を3本の直線で表します。 3) A、Eの位置関係を修正しながら「重要なI」の関係があるものを付け加えます。Iの関係は、「2.量産品組立エリア」と「3.受注品組立エリア」なので、これらの関係を2本の直線で表します。 4) 以下同じように、「普通のO」「不必要なU」「望ましくないX」の関係があるものを順次付け加えていき、線の数が多いものができるだけ近くに配置されるように試行錯誤を繰り返します。 5) アクティビティの1つだけが非常に多くのアクティビティと関連をもつときにはアクティビティを細分化することがあります。 この相互関連ダイヤグラム作成の段階では現実の制約を考えてはいけません。この段階ではあくまでも理論的に最適なアクティビティの位置関係(あるべき姿)を求め、後で制約および修正条件を考慮しながら相互関連ダイヤグラムの修正を行います。
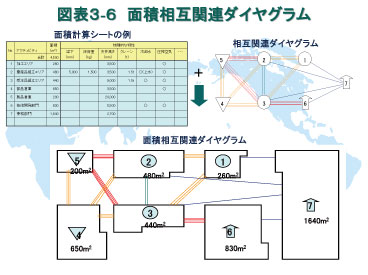
⑤ アクティビティの相互関連評価が終了したので、つぎはアクティビティの所要面積を求め、相互関連図 表に割付けます。工場で利用可能な保有面積とアクティビティごとの必要面積を検討しますが、保有面積より アクティビティの必要面積が大きい場合は、必要面積を圧縮するなどの調整が必要になります。 調整項目には、屋外の多目的な区域など面積を調整しやすい項目もありますが、それ以外にも「残業、2 交替、3交替などで作業時間増やす」「外注の比率を増やす」「生産ライン、機械設備をコンパクト化す る」「設計変更により製品を単純化する、部品点数を削減する」なども検討するとよいでしょう。 面積を決定するには、量的な要素ばかりでなく質的な要素も必要になってきます。質的な要素とは、各工 程やアクティビティが必要とする物理的な特性です。この物理的な特性とは、建物の構造上配慮しなけ ればならない「梁下」「床荷重」「天井高さ」などで、これらはレイアウト計画の中に組み込みます。 図表3-6の左上、「面積計算シート」のように、各アクティビティが必要とする面積を求めます。この例では各アクティビティの必要面積は、1.加工エリア」は260m2、2.量産品組立エリアは480m2 ……、7.事務部門は1640m2と見積もっています。
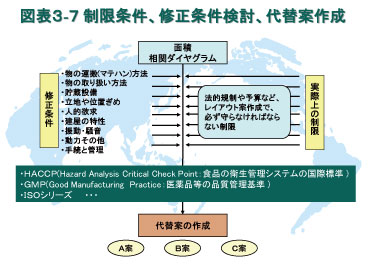
⑥ 各アクティビティの必要面積の検討が終了したら、近接性と面積を加味した理想的配置を検討します。図表3-6のように、各工程やアクティビティの所要面積を相互関連ダイヤグラムに適用して、「面積相互関連ダイヤグラム」を作成します。 面積相互関連ダイヤグラム作成のルールとして、近接性を表す線の色と太さ、アクティビティを表す記号を規定するとよいでしょう。SLPを参考にすると、近接性の「A評価は赤の極太(パソコンでの線の太さは8pt)直線」「E評価は黄の中太(6.5pt)直線」「Iは緑の太(4.5pt)直線」「O評価は青の普通(2.5pt)直線」「Xは普通(2.5pt)点線」となります。また、アクティビティは加工(〇)、検査(□)、倉庫(▽)、事務所( )、運搬(⇒)などの記号で表します。作り方は、「アクティビティ相互関連ダイヤグラム」と同様の進め方をします。 このようにして作成した面積相互関連ダイヤグラムは、事実上のレイアウトです。 面積相関ダイヤグラムの作成により、1つの理想的な基本レイアウト案が作成できます。しかし、建屋の特性、運搬方法、作業方法、安全などの現実的な条件や実際上の制限があるので、これらの制約条件を考慮、反映して、いくつかの基本レイアウトの代替案を作成します。
そして、各レイアウト代替案について、生産性、安全性、コストなど、いろいろな観点より評価
|
||||||||||||||||
このコラムに興味のある方へのおすすめ書籍:すぐに使える工場レイアウト改善の実務
コラムに関するご意見をお寄せください。こちらからどうぞ。 |
||||||||||||||||
|
ME NEWSメールマガジンME NEWSでは月1でコストダウン、生産性向上など、経営効率化に役立つ情報をお届けします。登録は下記のボタンより。
その他のコラム
第1位 どうして「限界利益」って呼ぶのか 第2位 原価のしくみ きほんのき 第3位 限界利益があれば赤字受注してよい 第4位 何が直接費で、何が間接費か? 第5位 どこまでの範囲が原価に入るのか 第6位 直接労務費は変動費として扱うか 第7位 変動費か固定費かの判断に迷ったら 第9位 変動費・固定費とは何か 第10位 金型コストテーブル④:コストテーブル作成に必要な段取り
損益を分ける分岐点BEP-Break Even Point-を計算する
何が本当のIE(Industrial Engineering)ですか? 金型コストテーブル①:製品図面から金型費を読むコストテーブルの作り方 金型コストテーブル②:金型構造と製品構造の結び付きを分析する 金型コストテーブル③:コストテーブル作成に必要な原価の基礎知識 金型コストテーブル⑥:Step1 金型費を左右する要因を製品図面より分析 設備稼働中のロスに気がつきますか? NEW!
IoT時代の工場レイアウト①:IoT時代の工場レイアウト改善と再構築 IoT時代の工場レイアウト③:SLPによる基本レイアウト計画 IoT時代の工場レイアウト④:詳細レイアウト計画と必要施設の調整 IEと生産システムの基本①:インダストリアル・エンジニアリングとは何か IEと生産システムの基本②:生産の基本は生産要素の最適組み合わせ IEと生産システムの基本③:生産性向上とコストダウンの2つの側面
|
||||||||||||||||